One of the the biggest challenges for machining is workholding, and a big challenge for workholding is flat material machining. Engraving and sectioning foils, shims, and sheets requires the stock be held flat during the process.
For example, PCBs are very useful in a prototype shop because you can revise your circuit board in hours instead of days, and odd shaped board are very easy to fabricate. But this isolation routing requires that the board be held very flat. A 60° conical engraver is commonly used, so a depth change of 0.001″ causes a width change of about 0.0015″. To keep a 10 mil trace to +/- 15% width you need to keep the depth within +/- 0.001″. Also the copper in a typical 1 oz board is only 0.0014″ thick (+/- 0.0004″), so it’s important to keep a minimum depth for complete isolation. An FR4 epoxy PCB is generally not flat enough by itself, especially after being cut into smaller pieces. It’s even worse with AlN and Al2O3 boards where the cutting tool is damaged by incursion into the substrate of more than a few tenths.
Introducing the MVF
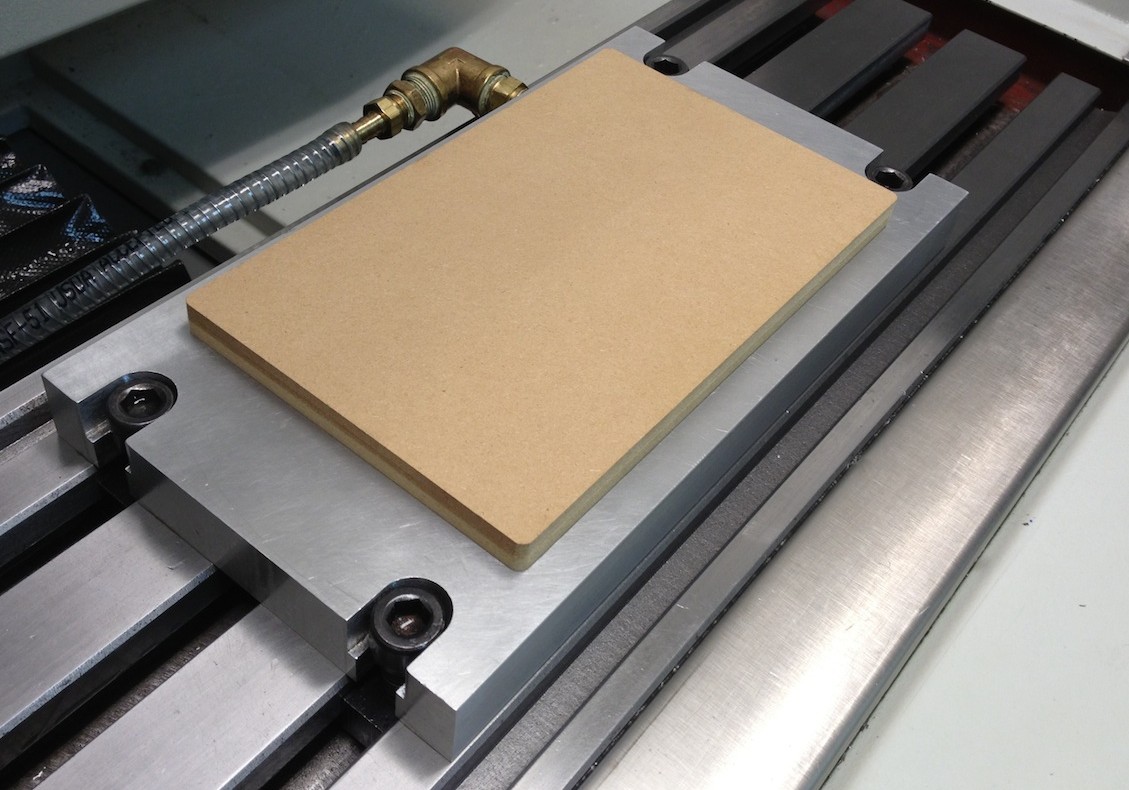
After using a variety of fixtures we’ve found an ideal solution for our needs. Our in-house designed Modular Vacuum Fixture (MVF) provides a porous surface flat to within a couple tenths (+/- 0.0002″), offers a clamping force exceeding 12 psi, and uses inexpensive sacrificial inserts that are easy to customize for specific tasks. The small fixture pictured above consists of a 11x6x1″ aluminum plate bolted to the machine table with an 8×5″ recess for inserts. Total clamping force over the entire area is about 500 lbs without sealing the edges. The pictured insert is made from 3/4″ MDF.

Vacuum is supplied by a Viot two-stage oil-based pump designed for HVAC applications. Hobbyist vacuum tables seem to frequently employ a vacuum cleaner for suction, but those are designed for high air volumes and low pressures. Low airflow can damage a vacuum or cause it to stop due to thermal overload.
The MVF is designed for low airflow at relatively high vacuum, so an HVAC pump is idea. With the MDF insert above the Viot pulls to almost 24 in Hg unloaded and nearly 29 in Hg with full coverage and the seams taped.
The image to the left shows the pump and vacuum gauge, wire-reinforced tubing to the filter/separator and MVF, and exhaust hose. Oil-based pumps generate quite a bit of oil mist, especially at higher vacuums. This can fill the room within minutes, so we route the exhaust through about 10′ of hose to the building exterior.
The MVF is not useful just for flat material. When a part requires machining down to Z0 it’s always necessary to lift it off the machine table. When the entire perimeter must be cut there’s no safe clamping location for the full operation. Drilling holes in the stock and screwing it to a sacrificial board is one time-honored method, but holding the part up in the air with a vacuum clamp is a really easy way to get the job done.
Alternatives
Alternatives to vacuum systems include double-stick tape and removable adhesives, but once you use a proper vacuum fixture you’ll use it whenever you can. It’s quick, easy to readjust, and leaves no residue on the part. MDF doesn’t work with liquid coolant, but air coolant is an alternative and there are other porous materials that tolerate fluids. Our experiments in that area deserve their own post. Stay tuned.
Commercial vacuum fixtures, aka vacuum clamps or chucks, are available but tend to be expensive and may not be designed specifically for flat material. For example, many fixtures require routing a neoprene gasket through a grid in a pattern matching the part in order to hold the vacuum. This requires setup time and the gasket force can distort flexible material. Our MVF is similar to the large vacuum tables used in sign making, except that it can be used with different inserts materials–hence the “modular”.
MVF Design
We tried several different approaches for clamping the MVF to the machine table, including bridge clamps and vise adapters. The final solution of 1/2-13 bolts with T-Nuts is simple and reliable. One risk is that lack of fixture rigidity can cause the center to lift if the bolts are over-tightened, but the 1″ thick 6061 aluminum seems to be sufficient to avoid this.
Other vacuum fixture designs often use a waffle pattern for the support structure. As shown in the image below we use simple slots with a 50% coverage. Support is excellent and there is no lack of uniformity in airflow, even for 3/8″ thick inserts. The low-flow, high vacuum approach helps minimize the need for large ducting.
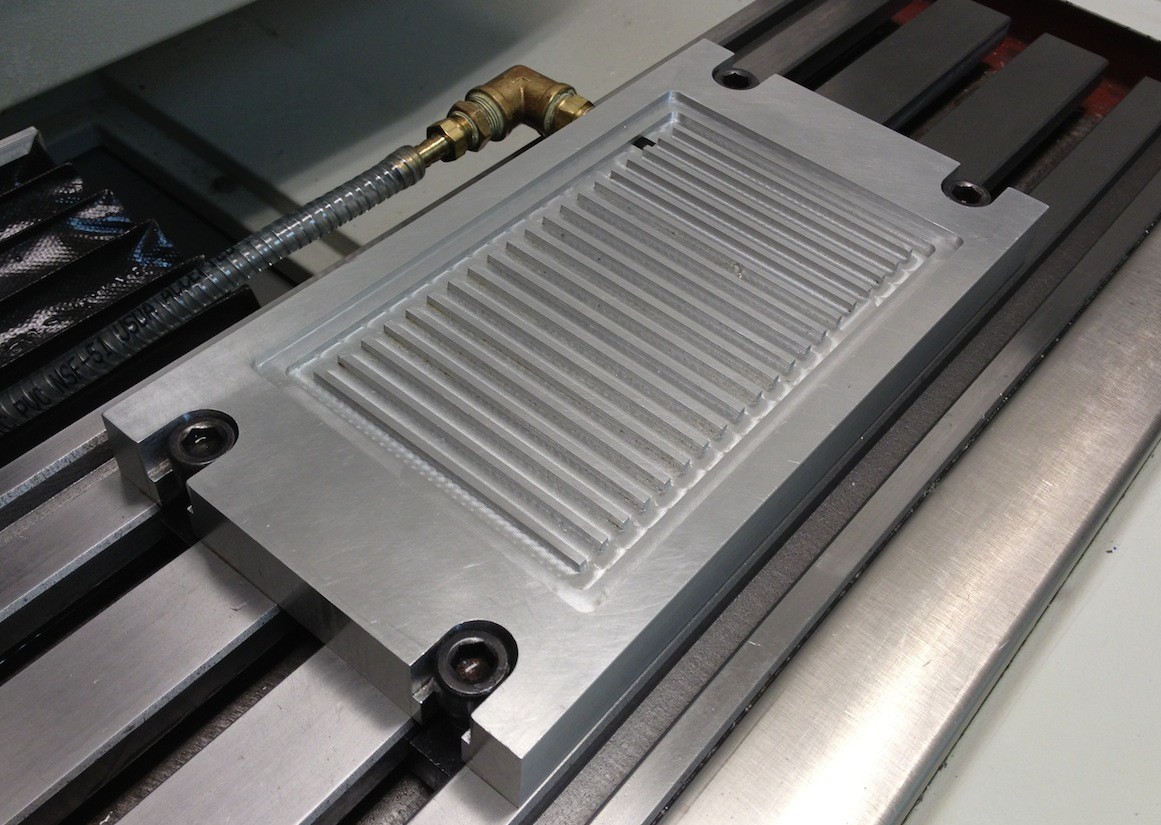
Recess depth here is 1/8″. While this could be more shallow, this dimension makes it easy to level to the top face with standard parallels. The perimeter support is slightly increased to minimize leakage without further gaskets. Note the small vacuum port located by the plumbing at the right-rear of the fixture.
The rounded exterior corners turn out to be rather important. MDF shrinks and expands with humidity, and sharp corners cause these movements to distort the surface flatness. Just a bit, but measurable. Sharp corners also break easily and make the insert harder to fit into the recess. The rounded corner design leaves the inserts more precise, easier to use, and resilient to damage.
In my next post I’ll outline the process we’ve developed for fabricating inserts for the MVF. The right methods provide very high precision, but it’s possible to get poor performance by inadvertently introducing errors.